






- نظرة عامة
- المنتجات الموصى بها
استخدام المعدات وخصائصها
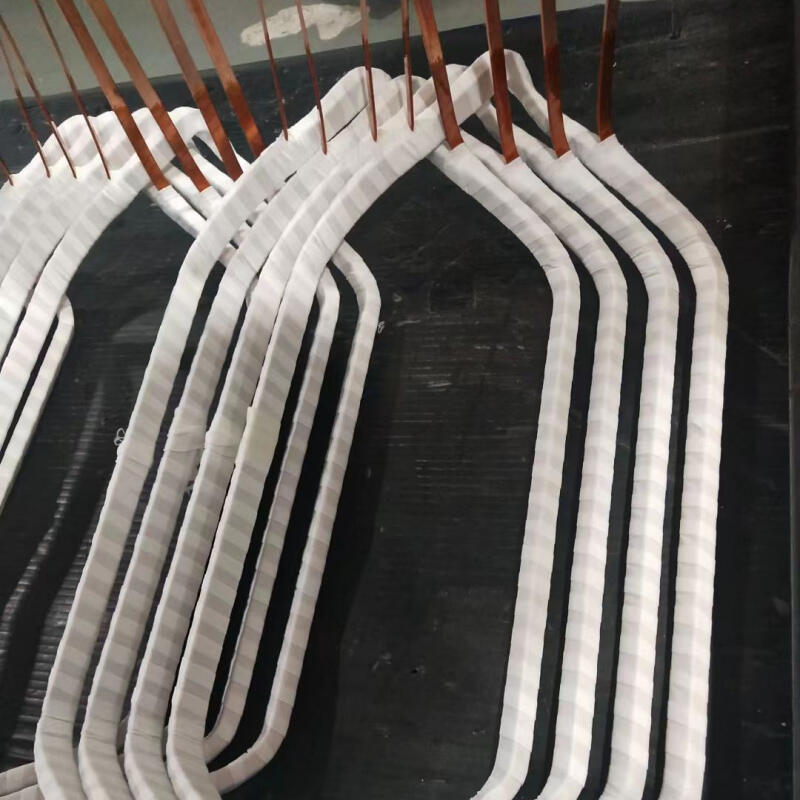
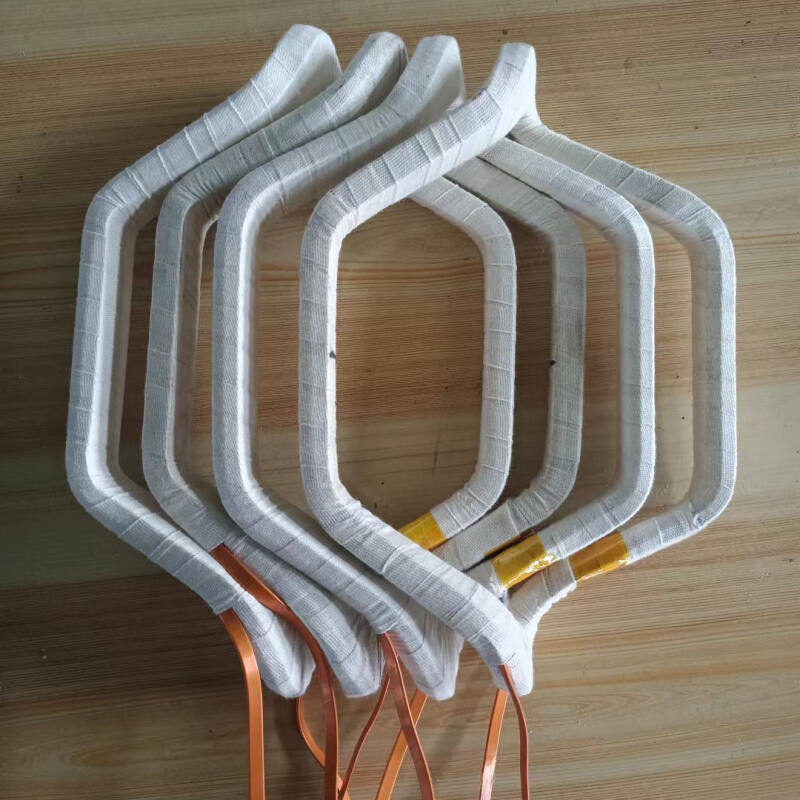
يتم التحكم في عملية تشكيل اللفائف بالكامل بواسطة نظام CNC ذو محركات مؤازرة. وبعد تركيب اللفافة المُشكَّلة يدويًّا، يمكن للمعدات التحكم تلقائيًّا في تشغيل المشبك الأنفي والمشبك المستقيم عبر الضغط على زر التشغيل. كما يمكن للمعدات إنجاز العملية التشغيلية التلقائية الكاملة لتحديد طول الجزء المستقيم من اللفافة وزاويته، وكذلك ارتفاع القوس العلوي وارتفاع الجزء الأنفي للطرف وفقًا للبرنامج المُدخل. وبمجرد الانتهاء من عملية توسيع اللفافة، ترتخي التجهيزات تلقائيًّا، ويتم إزالة اللفافة يدويًّا، وتُعاد حالة المعدات تلقائيًّا إلى وضعها الابتدائي.
١. تعتمد الحركة الرئيسية على وضع المحرك المؤازر، بينما يستخدم المشبك أسطوانة هيدروليكية وصمام تنظيم لضمان تحديد دقيق لموقع كل محطة عمل:
٢. تعتمد عملية تمديد الذراع الأربعة على محركات مؤازرة وناقل حركة برُّة كروية، وتتميَّز بدقة عالية في التموضع ودقة تشغيل فائقة
٣. هيكل معقول: زوايا الفتح والانعطاف قابلة للضبط، ودرجة عالية من التشغيل الآلي، وسهولة في التشغيل، وشكل مربع
ملاءمة وسهولة الاستخدام، وأداء أمني موثوق، وصيانة بسيطة، وتشغيل مستمر، واستقرار جيد، وكفاءة إنتاج عالية.
٤. نطاق امتداد المحيط الأمامي: ٧٠٠–٣٥٠٠ مم
٥. نطاق نصف قطر الدائرة الداخلية لطرف لفافة اللفائف (R coil nose): ١٥–٢٠ مم
٦. نطاق عرض اللفائف: ٤–٣٠ مم
٧. نطاق ارتفاع سلك اللفائف: ١٢–٧٠ مم
٨. نطاق طول الحافة المستقيمة لللفائف: ٣٣٠–٤٥٠٠ مم
٩. نطاق العرض الكلي لللفائف: ١٠٠–٨٠٠ مم
١٠. نطاق ارتفاع الجزء الأنفي: ٠–٤٠٠ مم
١١. نطاق زاوية ميل أنف البكرة: ٠–٣٠°
١٢. أكبر زاوية بين الحافة العلوية للبكرة وخط المركز: ١٠–٧٥°
١٣. أكبر زاوية بين الحافة السفلية للبكرة وخط المركز: ١٠–٧٥°
 |
 |









