






- Resumen
- Productos recomendados
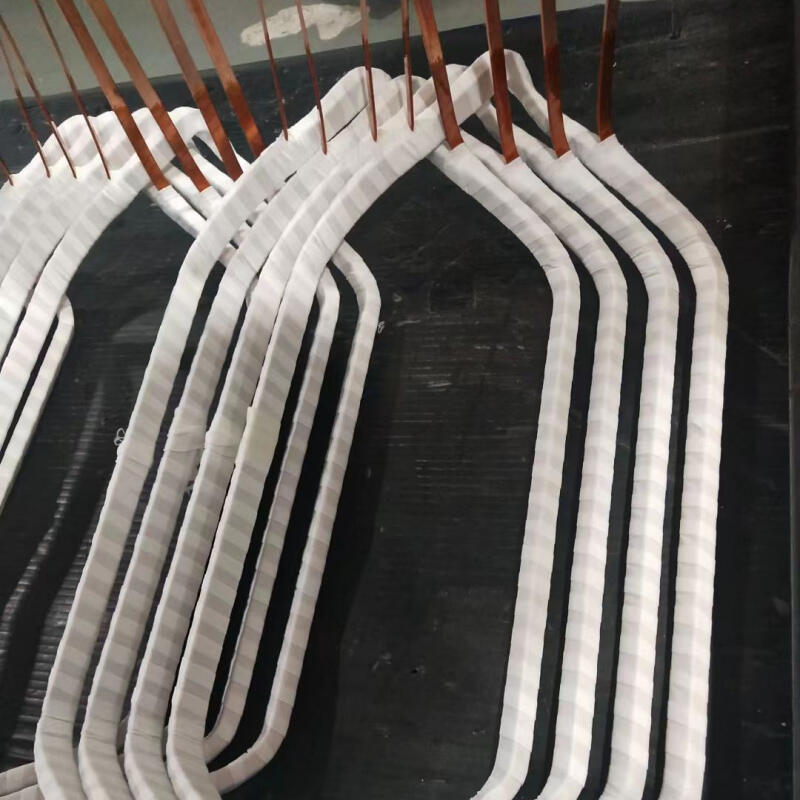
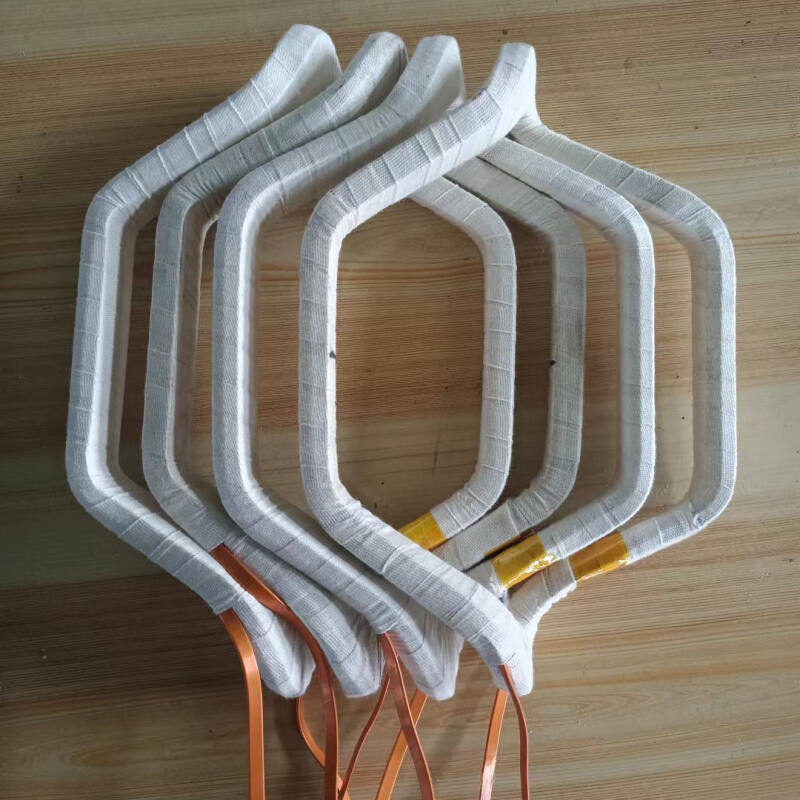
Uso y características del equipo
Todo el proceso de formación de la bobina del equipo está controlado mediante servomotores CNC. Tras ensamblar manualmente la bobina formada, el equipo puede controlar automáticamente la operación automática de la pinza frontal y la pinza recta al pulsar el botón de inicio. El equipo puede completar automáticamente el proceso operativo de la longitud y el ángulo de la parte recta de la bobina, así como del arco superior y de la altura de la punta del extremo, según el programa establecido. Una vez finalizada la expansión de la bobina, el accesorio se libera automáticamente, la bobina se retira manualmente y el estado del equipo se restablece automáticamente.
1. La transmisión principal utiliza modo servo, y las pinzas emplean cilindros hidráulicos y válvulas reguladoras para garantizar una ubicación precisa de cada estación de trabajo:
2. El estiramiento de los cuatro brazos utiliza transmisión por servo y tornillo de bolas, lo que le confiere características de posicionamiento preciso y alta exactitud
3. Estructura razonable: ángulos de apertura y giro ajustables, alto grado de automatización, operación sencilla y cuadrada
Cómoda, con un rendimiento de seguridad fiable, mantenimiento sencillo, funcionamiento continuo, buena estabilidad y alta eficiencia productiva.
4. Rango de expansión del perímetro frontal: 700-3500 mm
5. Rango del radio del círculo interior de la nariz del rollo: 15-20 mm
6. Rango de anchura del rollo: 4-30 mm
7. Rango de altura del alambre del rollo: 12-70 mm
8. Rango de longitud del borde recto del rollo: 330-4500 mm
9. Rango de anchura total del rollo: 100-800 mm
10. Rango de elevación nasal: 0-400 mm
11. Rango de ángulo de inclinación de la nariz de la bobina: 0-30°
12. Ángulo máximo entre el borde superior de la bobina y la línea central: 10-75°
13. Ángulo máximo entre el borde inferior de la bobina y la línea central: 10-75°
 |
 |









