






- Pangkalahatang Paglalarawan
- Mga Inirekomendang Produkto
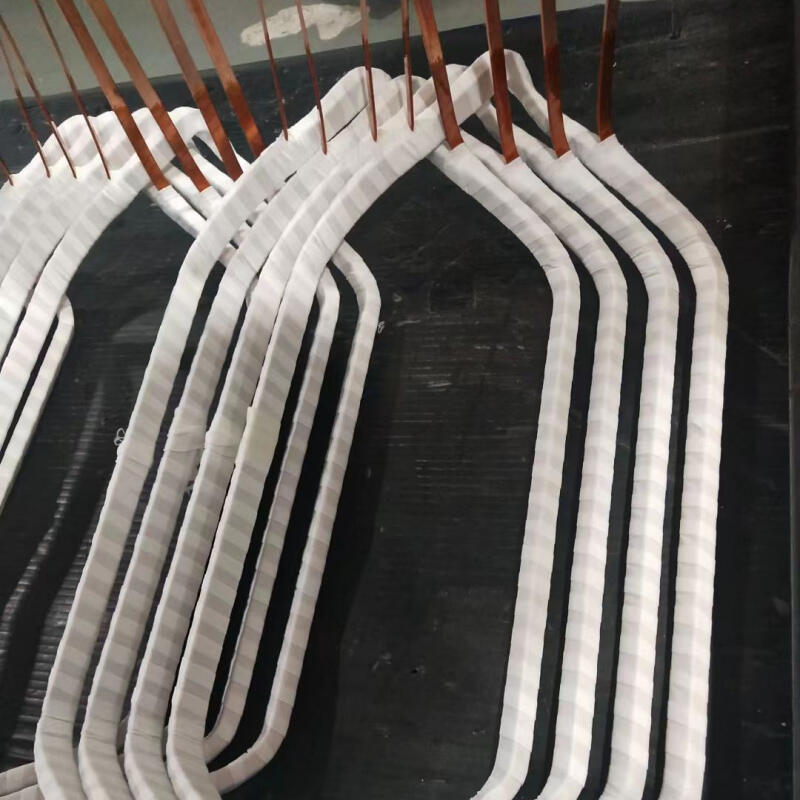
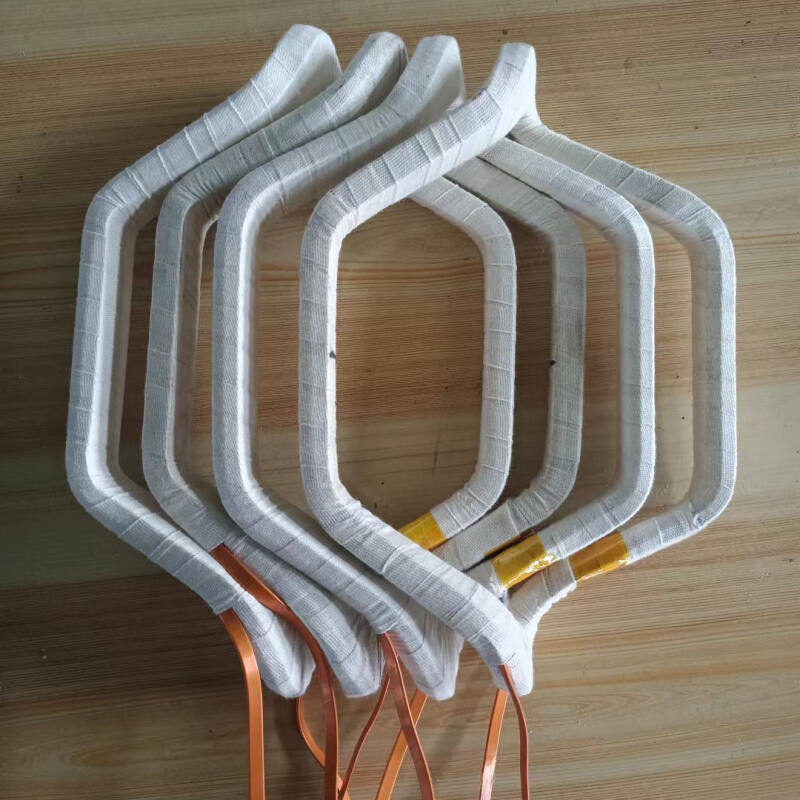
Paggamit at Katangian ng Kagamitan
Ang buong proseso ng pagbuo ng coil ng kagamitan ay kontrolado ng CNC servo. Pagkatapos mabuo nang manu-mano ang coil, ang kagamitan ay maaaring awtomatikong kontrolin ang awtomatikong operasyon ng nose clamp at straight clamp sa pamamagitan ng pagpindot sa pindutan ng simula. Ang kagamitan ay maaaring awtomatikong tapusin ang buong proseso ng awtomatikong operasyon—kabilang ang haba at anggulo ng tuwid na bahagi ng coil, pati na rin ang taas ng upper arc at ng nose sa dulo—ayon sa programa. Kapag natapos na ang pagkalat ng coil, ang fixture ay awtomatikong nagpapaluwak, ang coil ay inaalis nang manu-mano, at ang estado ng kagamitan ay awtomatikong ibinabalik sa orihinal na posisyon.
1. Ang pangunahing transmisyon ay gumagamit ng servo mode, at ang clamp ay gumagamit ng oil cylinder at regulating valve upang matiyak ang tumpak na posisyon ng bawat workstation:
2. Ang paglalabas ng apat na braso ay gumagamit ng servo at ball screw transmission, na may mga katangian ng tumpak na posisyon at mataas na katiyakan
3. Makatwiran ang istruktura: maaaring i-adjust ang bukas at anggulo ng pag-ikot, mataas na antas ng awtomasyon, simple ang operasyon, parisukat
Madali gamitin, maaasahang kalidad sa kaligtasan, simple ang pagpapanatili, tuloy-tuloy ang operasyon, magandang katatagan, at mataas na kahusayan sa produksyon.
4. Saklaw ng haba ng unahan ng pagpapalawak: 700–3500 mm
5. Saklaw ng radius ng loob na bilog ng R coil nose: 15–20 mm
6. Saklaw ng lapad ng coil: 4–30 mm
7. Saklaw ng taas ng wire ng coil: 12–70 mm
8. Saklaw ng haba ng tuwid na gilid ng coil: 330–4500 mm
9. Saklaw ng kabuuang lapad ng coil: 100–800 mm
10. Saklaw ng taas ng ilong: 0–400 mm
11. Saklaw ng anggulo ng pagkiling ng ilong ng coil: 0–30°
12. Pinakamalaking anggulo sa pagitan ng itaas na gilid ng coil at ng sentral na guhit: 10–75°
13. Pinakamalaking anggulo sa pagitan ng mababang gilid ng coil at ng sentral na guhit: 10–75°
 |
 |









