






- Жалпы сүрөттөмө
- Сунушталган тауарлар
Жабдуунун колдонулушу жана өзгөчөлүктөрү
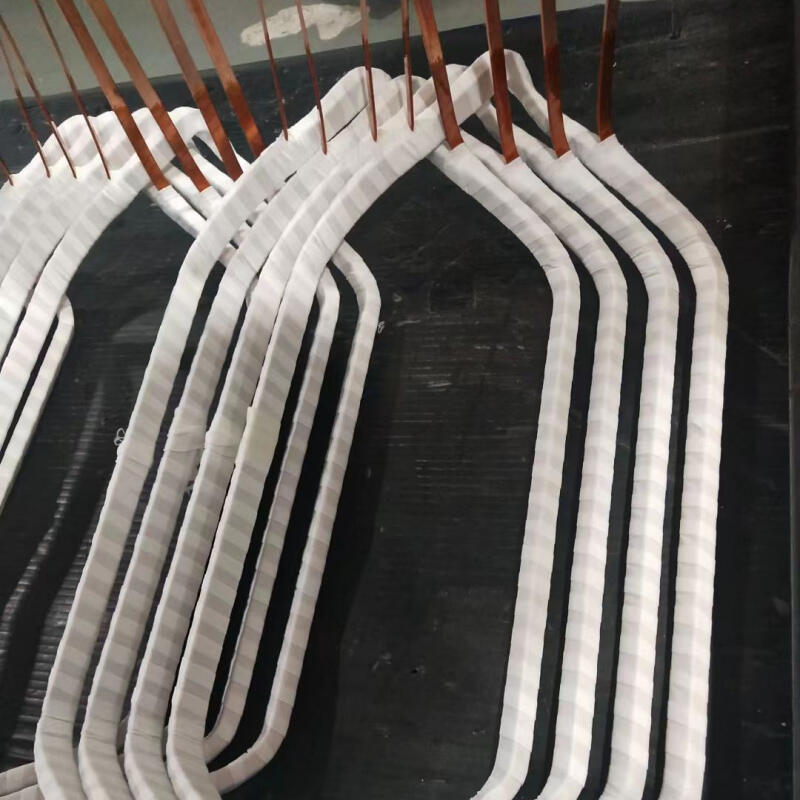
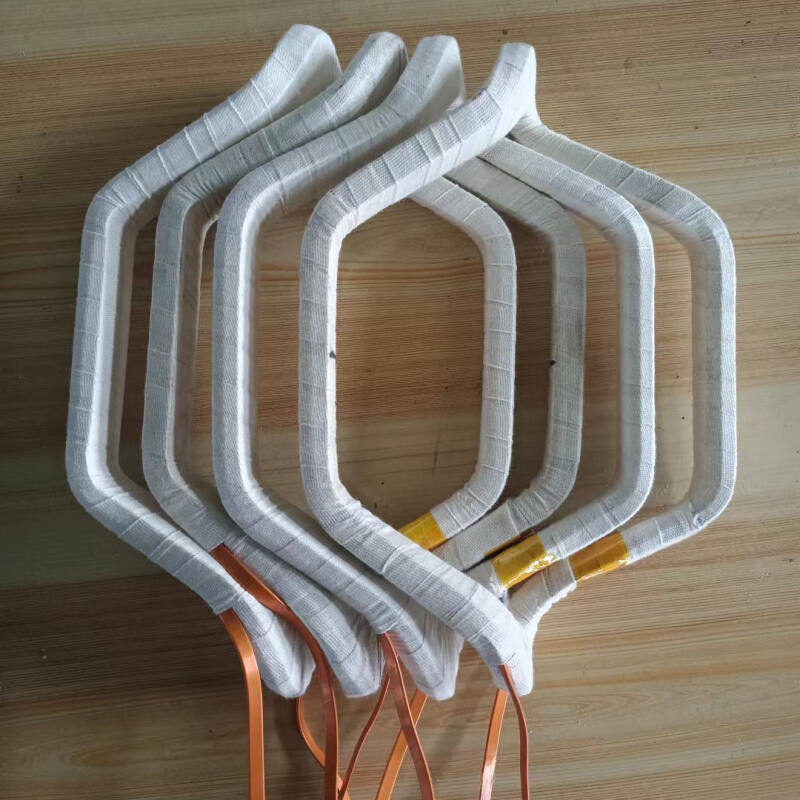
Бул жабдуунун бардык орамды формалоо процесси CNC сервопривод аркылуу башкарылат. Орамды кол менен жыйнагандан кийин жабдуу баштоо түймөсүн басуу аркылуу чоку жана түз жактагы кыскачтардын автоматтык иштөөсүн автоматтык түрдө башкара алат. Жабдуу программага ылайык орамдын түз бөлүгүнүн узундугу жана бурчу, анын үстүндөгү доор жана аягындагы чоку бийиктиги боюнча автоматтык иштөө процессин автоматтык түрдө аткара алат. Орамды жайгызгандан кийин фиксатор автоматтык түрдө баштапкы абалга келет, орамды кол менен алып салат, жана жабдуунун абалы автоматтык түрдө кайрадан орнотулуп койулат.
1. Негизги өткөрүү серво-режимде иштейт, кыскачтар гидравликалык цилиндр жана регулятор клапаны аркылуу иштейт, бул ар бир иштөө станциясында так орнотулушту камсыз кылат:
2. Төрт иштегичти тартуу системасы сервомотор жана шариктүү винт аркылуу иштейт, бул так орнотуу жана жогорку тактык касиеттерине ээ.
3. Рационалдуу конструкция: ачылуу жана бурчуу бурчтарын түзөтүүгө болот, автоматташтыруу даражасы жогору, иштетүү гади, квадрат.
Колайлуу, надёждуу коопсуздук өнөрү, жөнөкөй түзөтүү, үзгүлтүс иштөө, жакшы туруктуулук жана жогорку өндүрүштүк эффективдүүлүк.
4. Кенейтүүчү алдыңкы периметр диапазону: 700–3500 мм
5. R-катыштырылган орнунун ички чевресинин радиусу диапазону: 15–20 мм
6. Катыштырылган орнунун туурасы диапазону: 4–30 мм
7. Катыштырылган орнунун сым бийиктиги диапазону: 12–70 мм
8. Катыштырылган орнунун түз кырларынын узундугу диапазону: 330–4500 мм
9. Жалпы катыштырылган орнунун туурасы диапазону: 100–800 мм
10. Бурчтун көтөрүлүшүнүн диапазону: 0–400 мм
11. Орамдын тилт бурчунун аралыгы: 0–30°
12. Орамдын жогорку чегиси менен орто сызык ортосундагы максималдуу бурчу: 10–75°
13. Орамдын төмөнкү чегиси менен орто сызык ортосундагы максималдуу бурчу: 10–75°
 |
 |









