






- Prezentare generală
- Produse recomandate
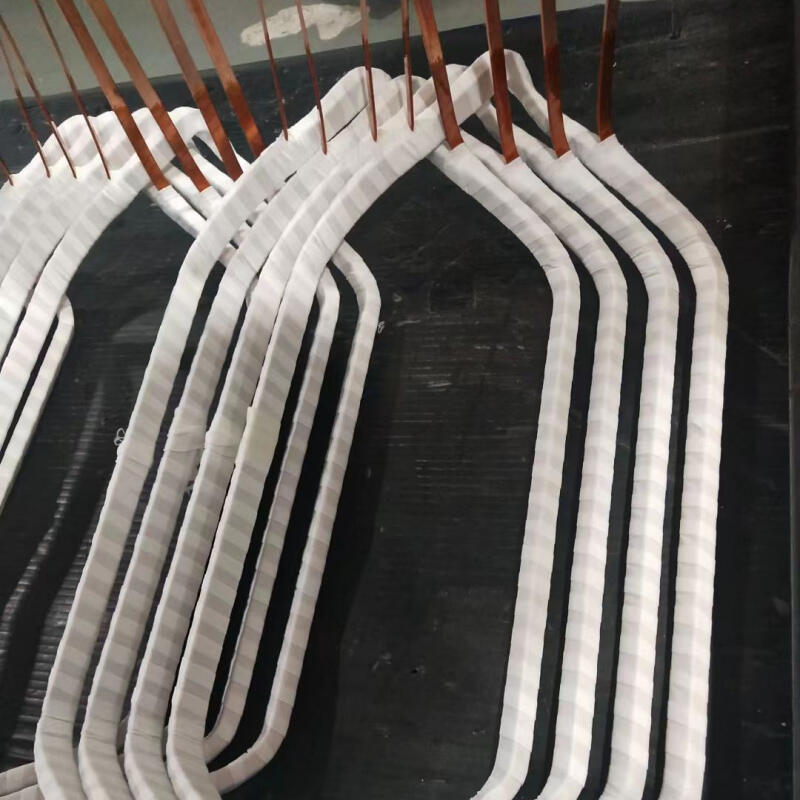
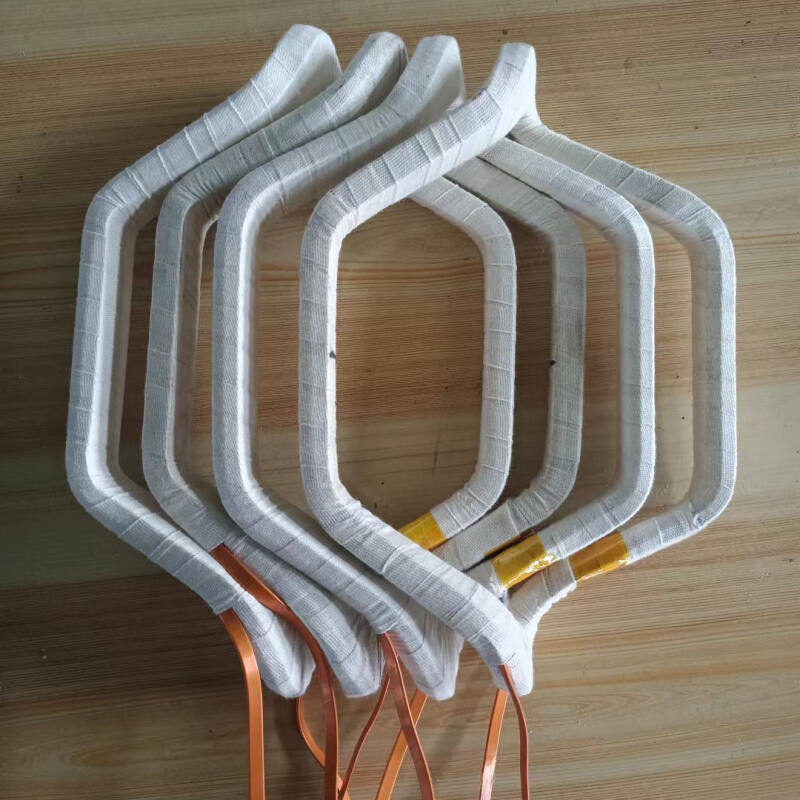
Utilizare și caracteristici ale echipamentului
Întregul proces de formare a bobinelor este controlat de servomotoare CNC. După asamblarea manuală a bobinei formate, echipamentul poate controla automat funcționarea automată a clemei de vârf și a clemei drepte prin apăsarea butonului de pornire. Echipamentul poate finaliza automat procesul de operare automată privind lungimea și unghiul părții drepte a bobinei, precum și arcul superior și înălțimea vârfului la capăt, conform programului stabilit. După finalizarea întinderii bobinei, dispozitivul de fixare se eliberează automat, bobina este îndepărtată manual, iar starea echipamentului se resetează automat.
1. Transmisia principală utilizează modul servo, iar clemele folosesc cilindri hidraulici și supape de reglare pentru a asigura poziționarea precisă a fiecărei stații de lucru:
2. Întinderea cu cele patru brațe utilizează transmisia cu servomotor și șurub cu bilă, având caracteristici precum poziționarea exactă și înaltă precizie
3. Structură rațională: unghiuri de deschidere și de rotație reglabile, grad ridicat de automatizare, funcționare simplă, pătrată
Convenabilă, performanță sigură și fiabilă, întreținere simplă, funcționare continuă, stabilitate excelentă și randament ridicat al producției.
4. Plajă de extindere a perimetrului frontal: 700–3500 mm
5. Plajă de rază interioară a nasului rolei: 15–20 mm
6. Plajă de lățime a rolei: 4–30 mm
7. Plajă de înălțime a sârmei rolei: 12–70 mm
8. Plajă de lungime a muchiei drepte a rolei: 330–4500 mm
9. Plajă totală de lățime a rolei: 100–800 mm
10. Plajă de înălțime a nasului: 0–400 mm
11. Intervalul unghiului de înclinare al capătului bobinei: 0–30°
12. Unghiul maxim dintre marginea superioară a bobinei și linia centrală: 10–75°
13. Unghiul maxim dintre marginea inferioară a bobinei și linia centrală: 10–75°
 |
 |









