





- نظرة عامة
- المنتجات الموصى بها
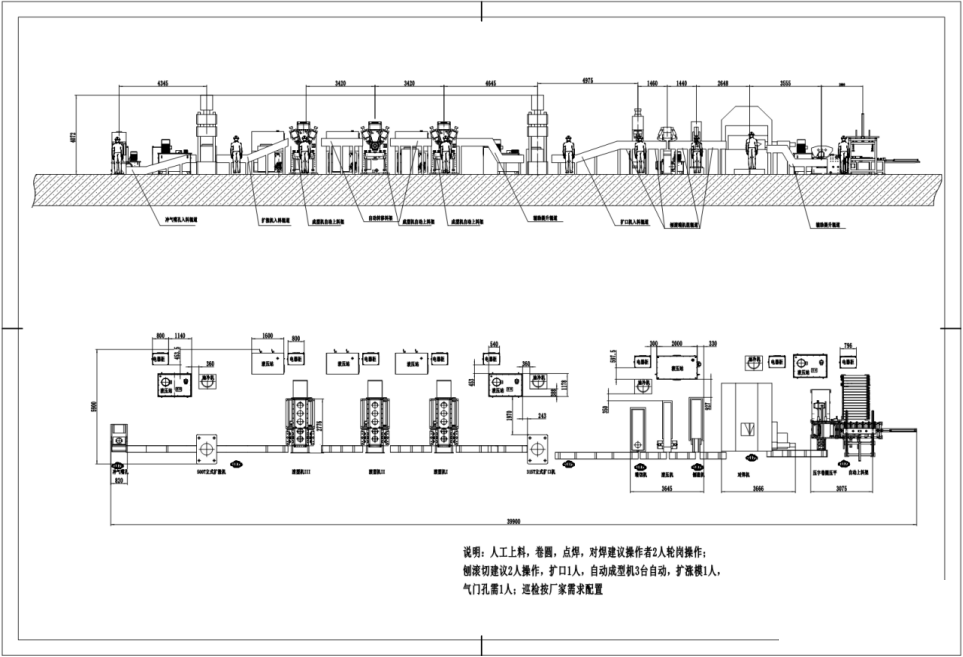
يتضمّن هذا الخط الإنتاجي عدة آلات منفصلة كما هو مبيّن أدناه، ومخصصة خصيصًا لإنتاج حلقات العجلات للسيارات والشاحنات وغيرها.
الجهد الكهربائي: 380 فولت، ثلاثي الطور، تردد 50 هرتز ±2٪
المدى الملائم لحلقات العجلات:
القطر: 24–54 بوصة
العرض: 150–900 مم
السماكة: أقل من 8 مم
مدة الإنتاج: 2–3 قطع/دقيقة
متانة المادة الخام: مقاومة الشدّ σb = 540–650 ميجا باسكال؛ مقاومة الخضوع σs ≥ 450 ميجا باسكال;
نوع المادة الخام: لفائف مدرفلة على الساخن ثم معالجتها بالغسل الحمضي
أبعاد التخطيط: ٤٠ × ٥٫٩ متر
الطريقة الأوتوماتيكية: شبه أوتوماتيكية
برنامج الإنتاج
ألواح مكدسة وفق المعيار (تُغذَّى يدويًّا) → تدوير وتسطيح (أوتوماتيكي) → لحام نقطي يدوي → لحام طرفي → تقليم → توسيع الطرف الرأسي → تشكيل بالدرفلة (على ثلاث مراحل) → التوسيع والثقب الهوائي
الميزة التقنية
(١) تخطيط معقول لخط الإنتاج، ومساحة أرضية صغيرة، وكفاءة عالية في استهلاك الطاقة.
(٢) توفير الطاقة والحد من الاستهلاك.
(٣) إجراءات حماية السلامة الخاصة بماكينة اللحام.
(٤) يتضمن الخط المُخصَّص للنقل (Raceway) الخاص بالخط الكامل، ويمكن تعديل ارتفاع وعرض هذا الخط ليتلاءم مع إنتاج أنواع متعددة من المنتجات.
(٥) تفصل الآلات الرئيسية عن محطة الزيت الهيدروليكي وخزائن التحكم الكهربائي، وذلك لضمان النظافة وسهولة الصيانة.
(6) حل فعّال لمشكلة تناثر خبث اللحام في آلة اللحام بالتقابُل.
(7) تقليل شدة الجهد البدني المطلوب للتشغيل، وتحسين كفاءة الإنتاج.
مزايا النظام الهيدروليكي
(1) يعتمد جميع المحطات الهيدروليكية على النوع المتكامل كهربائيًّا وهيدروليكيًّا، دون تلوث بالزيت.
(2) يستخدم تكنولوجيا تايوان، مما يضمن استقرارًا وموثوقية عاليين.
(3) تسريب هيدروليكي أقل.
(4) توفير الطاقة وخفض الاستهلاك.
مزايا النظام الكهربائي
(1) التخطيط المنطقي والترتيب المرتب للنظام، بحيث تكون أسلاك التوصيل منظمة وواضحة، مما يسهّل الصيانة المستقبلية.
(2) يستخدم تحكّمًا بواسطة وحدة التحكم المنطقية القابلة للبرمجة (PLC) للأحمال مثل الصمامات ومفاتيح التلامس، والتي يجب أن تمرّ عبر ريلاي وسيطة.
(3) تستخدم جميع أنظمة التحكم جهدًا كهربائيًّا مستمرًّا قدره 24 فولت
(4) يوجد نظام تبريد لخزينة الكهرباء.
(5) وحدة تحكم من شركة أومرون (Omron PLC)