





- Обзор
- Рекомендуемые товары
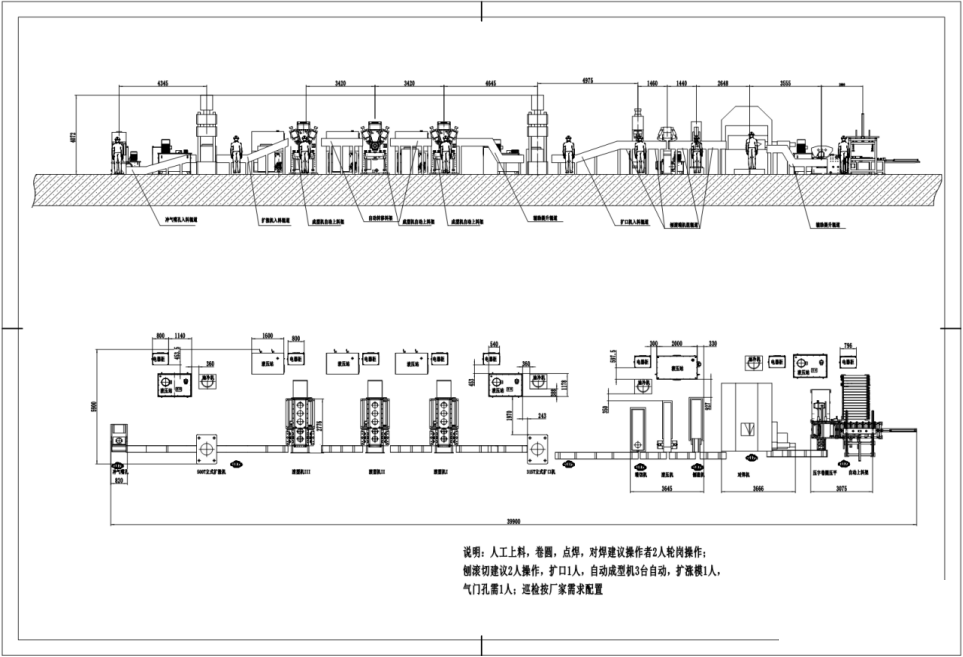
Данная производственная линия включает в себя несколько отдельных станков, указанных ниже, специально предназначенных для производства ободов колёс для автомобилей, грузовиков и т.д.
Напряжение: 380 В, трёхфазное, 50 Гц ±2 %
Диапазон подходящих ободов:
Диаметр: 24–54 дюйма
Ширина: 150–900 мм
Толщина: менее 8 мм
Время производства: 2–3 шт./мин
Прочность исходного материала: предел прочности при растяжении σв = 540–650 МПа; предел текучести σs ≥ 450 МПа;
Тип сырья: горячекатаная рулона, затем травление
Габариты размещения: 40 × 5,9 м
Способ автоматизации: полуавтоматический
Программа производства
Стандартные штабелированные листы (подача вручную) → округление и выравнивание (автоматически) → точечная сварка вручную → стыковая сварка → обрезка → развальцовка (вертикальная) → профилирование роликами (в три этапа) → расширение — пробивка отверстий для воздуха
Техническое преимущество
(1) Рациональная компоновка производственной линии, небольшая занимаемая площадь, высокий коэффициент использования энергии.
(2) Энергосбережение и снижение расхода ресурсов.
(3) Меры защиты безопасности для сварочного аппарата.
(4) Включает желоб для всей линии; высота и ширина желоба регулируются для производства изделий различных типов.
(5) Основные станки отделены от гидростанции и электрического шкафа управления для обеспечения чистоты и удобства технического обслуживания.
(6) Эффективно решает проблему разбрызгивания сварочной шлаковой массы на машине для стыковой сварки.
(7) Снижает трудоемкость операций и повышает производительность труда.
Преимущества гидравлической системы
(1) Все гидравлические станции выполнены в виде интегрированных электрогидравлических агрегатов, исключающих загрязнение масла.
(2) Используется технология из Тайваня, обеспечивающая высокую стабильность и надежность.
(3) Минимальные утечки гидравлической жидкости.
(4) Экономия энергии и снижение энергопотребления.
Преимущества электрической системы
(1) Рациональная компоновка и аккуратное расположение: электропроводка выполнена аккуратно и наглядно, что облегчает последующее техническое обслуживание.
(2) Применяется ПЛК-управление с нагрузками, такими как клапаны и контакторы, которые должны подключаться через промежуточные реле;
(3) Напряжение всей системы управления — постоянный ток 24 В
(4) Для электрического шкафа предусмотрена система охлаждения.
(5) ПЛК Omron