





- Aperçu
- Produits recommandés
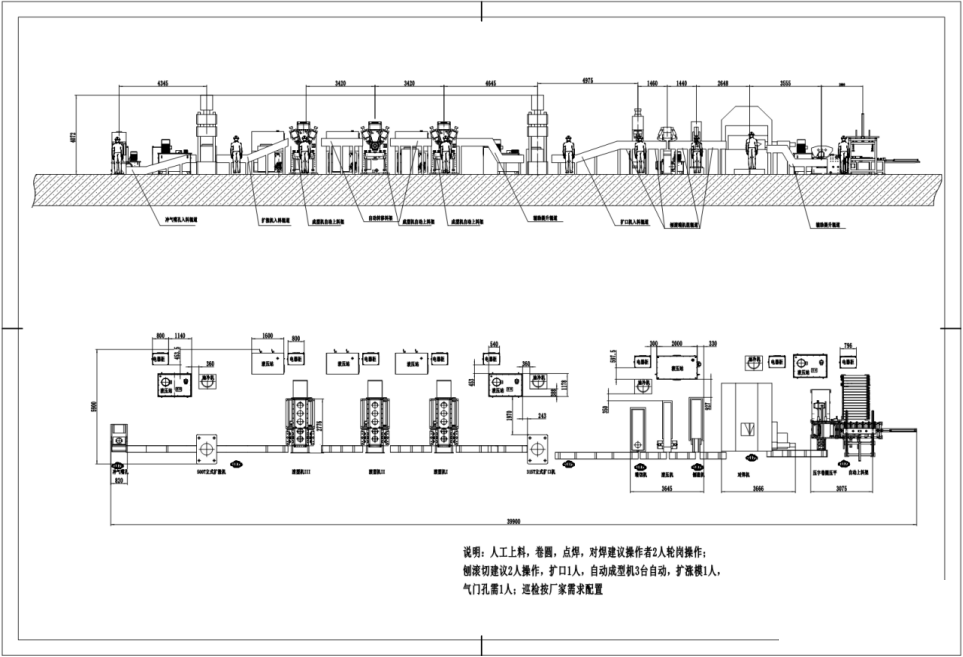
Cette ligne de production comprend plusieurs machines distinctes, décrites ci-dessous, spécialement conçues pour la fabrication de jantes destinées aux voitures, camions, etc.
Tension : 380 V, triphasée, 50 Hz, ±2 %
Plage de jantes adaptée :
Diamètre : 24 à 54 pouces
Largeur : 150 à 900 mm
Épaisseur : inférieure à 8 mm
Temps de production : 2 à 3 pièces/min
Résistance du matériau brut : résistance à la traction σb = 540 à 650 MPa ; limite d’élasticité σs ≥ 450 MPa
Type de matière première : Tôle laminée à chaud puis décapée
Dimensions de l'agencement : 40 x 5,9 m
Méthode automatique : Semi-automatique
Programme de production
Feuilles empilées standard (alimentation manuelle) → arrondissement et aplanissement (automatique) → soudage par points (manuel) → soudage bout à bout → détourage → évasement (vertical) → formage par roulement (trois étapes) → expansion – perçage des orifices d’aération
Avantage technique
(1) Agencement rationnel de la ligne de production, encombrement au sol réduit, taux d’utilisation énergétique élevé.
(2) Économie d’énergie et réduction de la consommation
(3) Mesures de protection de sécurité pour la machine à souder.
(4) Inclut le convoyeur pour toute la ligne ; la hauteur et la largeur du convoyeur peuvent être ajustées pour une production multivariétale.
(5) Les machines principales sont séparées de la station hydraulique et du tableau de commande électrique, afin d’assurer la propreté et la facilité de maintenance.
(6) Résoudre efficacement le problème d’éclaboussures de laitance de soudage pour la machine à souder par bout à bout.
(7) Réduire l’intensité de la main-d’œuvre et améliorer l’efficacité de production.
Avantage du système hydraulique
(1) Toute la station hydraulique est de type intégré électrique et hydraulique, sans contamination par l’huile.
(2) Technologie issue de Taïwan, offrant une bonne stabilité et fiabilité.
(3) Moindres fuites hydrauliques
(4) Économie d’énergie et consommation réduite
Avantage du système électrique
(1) Agencement rationnel et disposition ordonnée : les câblages sont nets et clairs, ce qui facilite la maintenance future.
(2) Commande par automate programmable (PLC) avec charge : les composants tels que les électrovannes et les contacteurs doivent être pilotés via des relais intermédiaires ;
(3) Toute la tension du système de commande utilise un courant continu de 24 V
(4) Il existe un système de refroidissement pour l’armoire électrique.
(5) API Omron