





- Przegląd
- Polecane produkty
Linia ta składa się z kilku oddzielnych maszyn wymienionych poniżej, przeznaczonych specjalnie do produkcji obręczy kół dla samochodów osobowych, ciężarówek itp.
Napięcie: 380 V, trójfazowe, 50 Hz ±2%
Zakres stosowanych obręczy:
Średnica: 24–54 cale
Szerokość: 150–900 mm
Grubość: mniej niż 8 mm
Czas produkcji: 2–3 szt./min
Wytrzymałość materiału wyjściowego: wytrzymałość na rozciąganie σb = 540–650 MPa; granica plastyczności σs ≥ 450 MPa;
Rodzaj surowca: cienka blacha wstęgowa gorąco walcowana, a następnie odtłuszczana
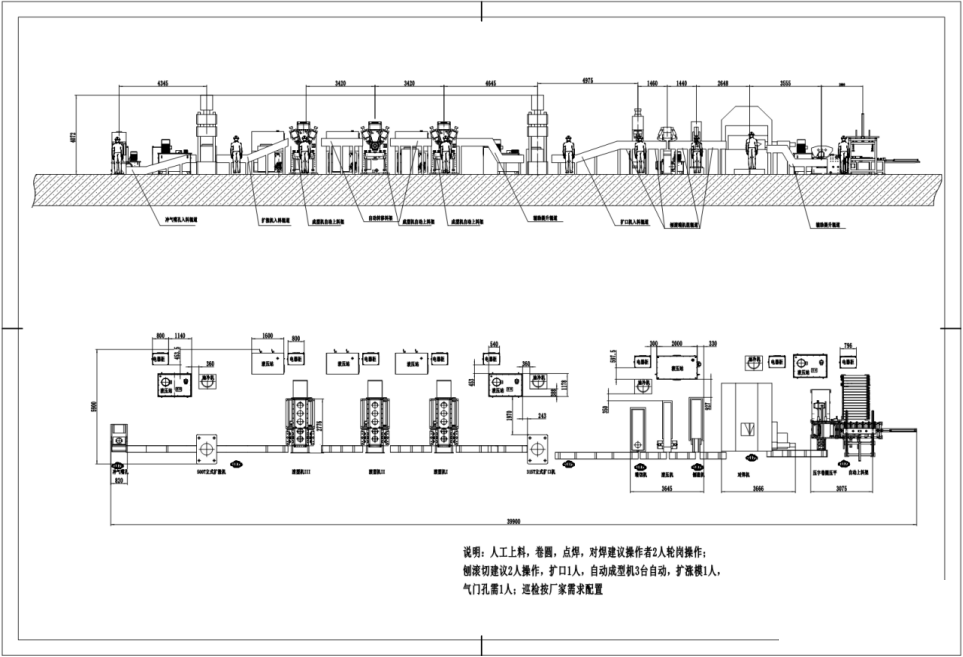
Wymiary układu: 40 x 5,9 m
Metoda automatyzacji: półautomatyczna
Program produkcyjny
Standardowe arkusze ułożone na stosie (podawane ręcznie) → zaokrąglanie i wygłaszanie (automatyczne) → spawanie punktowe (ręcznie) → spawanie czołowe → toczenie brzegów → rozszerzanie (pionowe) → kształtowanie wałkami (trzy etapy) → rozszerzanie – perforacja otworów wentylacyjnych
Zaleta techniczna
(1) Racjonalny układ linii produkcyjnej, mała powierzchnia zabudowy, wysoka skuteczność wykorzystania energii.
(2) Oszczędność energii i redukcja zużycia materiałów.
(3) Środki ochrony bezpieczeństwa dla maszyny spawalniczej.
(4) Linia wyposażona jest w prowadnicę obejmującą całą linię produkcyjną; wysokość i szerokość prowadnicy mogą być dostosowywane do produkcji wielu różnych rodzajów wyrobów.
(5) Główne maszyny są oddzielone od stacji hydraulicznej i szafy sterowniczej, co zapewnia czystość oraz ułatwia konserwację.
(6) Skutecznie rozwiązuje problem rozpryskiwania żużlu spawalniczego w maszynie do spawania czołowego.
(7) Oszczędza wysiłek pracowniczy i zwiększa wydajność produkcji.
Zalety systemu hydraulicznego
(1) Wszystkie stacje hydrauliczne są typu zintegrowanego elektryczno-hydraulicznego, bez zanieczyszczenia olejem.
(2) Zastosowano technologię z Tajwanu – wysoka stabilność i niezawodność.
(3) Mniejsze ryzyko przecieków hydraulicznych.
(4) Oszczędność energii i niższe zużycie.
Zalety systemu elektrycznego
(1) Racjonalne rozmieszczenie i porządna organizacja – przewody są ułożone estetycznie i przejrzyście, co ułatwia późniejszą konserwację.
(2) Zastosowano sterowanie PLC z obciążeniami, takimi jak zawory i styczniki, które muszą być połączone poprzez przekaźniki pośrednie;
(3) Wszystkie napięcia systemu sterowania wykorzystują prąd stały 24 V
(4) Istnieje system chłodzenia dla szafy elektrycznej.
(5) Sterownik PLC firmy Omron