





- Pregled
- Priporočeni izdelki
Ta proizvodna linija vključuje več ločenih strojev, kot je navedeno spodaj, posebej za izdelavo kolesnih končnic za avtomobile, tovornjake itd.
Napetost: 380 V, trifazno, 50 Hz ±2 %
Ustrezno območje končnic:
Premer: 24–54 inčev
Širina: 150–900 mm
Debelina: manj kot 8 mm
Proizvodni čas: 2–3 kosov/min
Trdnost surovine: natezna trdnost σb = 540–650 MPa; meja plastičnosti σs ≥ 450 MPa;
Vrsta surovine: Toplo valjani trak in nato kislenje
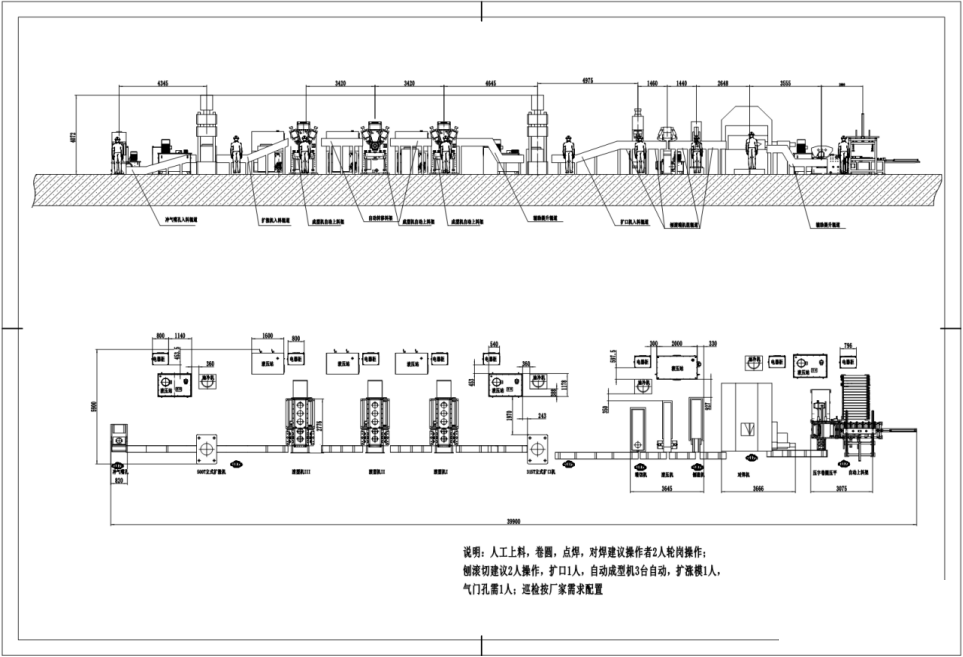
Velikost postavitve: 40 × 5,9 m
Avtomatska metoda: Polavtomatska
Proizvodni program
Standardne naložene plošče (ročna oskrba) → zaokroževanje in izravnavanje (avtomatsko) → točkovno varjenje (ročno) → stično varjenje → obrezovanje → razširjanje (navpično) → valjna obdelava (v treh korakih) → razširjanje – probijanje zračnih lukenj
Tehnična prednost
(1) Umerjena postavitev proizvodne linije, majhna površina tal, visoka stopnja izkoriščanja energije.
(2) Varčevanje z energijo in zmanjševanje porabe.
(3) Varnostne zaščitne ukrepe za varilni stroj.
(4) Vključuje tudi transportno tirnico za celotno linijo; višino in širino tirnice je mogoče prilagoditi za proizvodnjo več različnih izdelkov.
(5) Glavni stroji so ločeni od hidravlične postaje in električnega krmilnega omarica zaradi čistoče in lažje vzdrževalne obratovanja.
(6) Učinkovito reši problem razprševanja varilnega šljaka pri stroju za varjenje s stikom.
(7) Zmanjša intenzivnost ročnega dela in izboljša proizvodno učinkovitost.
Prednosti hidravličnega sistema
(1) Vse hidravlične postaje so električno-hidravlične integrirane vrste, brez onesnaženja z oljem.
(2) Uporablja tehnologijo iz Tajvana, dobra stabilnost in zanesljivost
(3) Manj uhajanja hidravlične tekočine
(4) Varčuje z energijo in znižuje porabo
Prednosti električnega sistema
(1) Racionalna razporeditev in urejena namestitev; električni kabelski vodi so urejeni in pregledni, kar olajša nadaljnjo vzdrževalno obrato.
(2) Uporablja PLC-krmiljenje z obremenitvami, kot so ventili in stikalniki, ki jih je treba prekiniti prek posrednih relejev;
(3) Vsi napetostni sistemi za nadzor uporabljajo DC24 V
(4) Za električno omarico je predviden hladilni sistem.
(5) PLC znamke Omron