





- Översikt
- Rekommenderade produkter
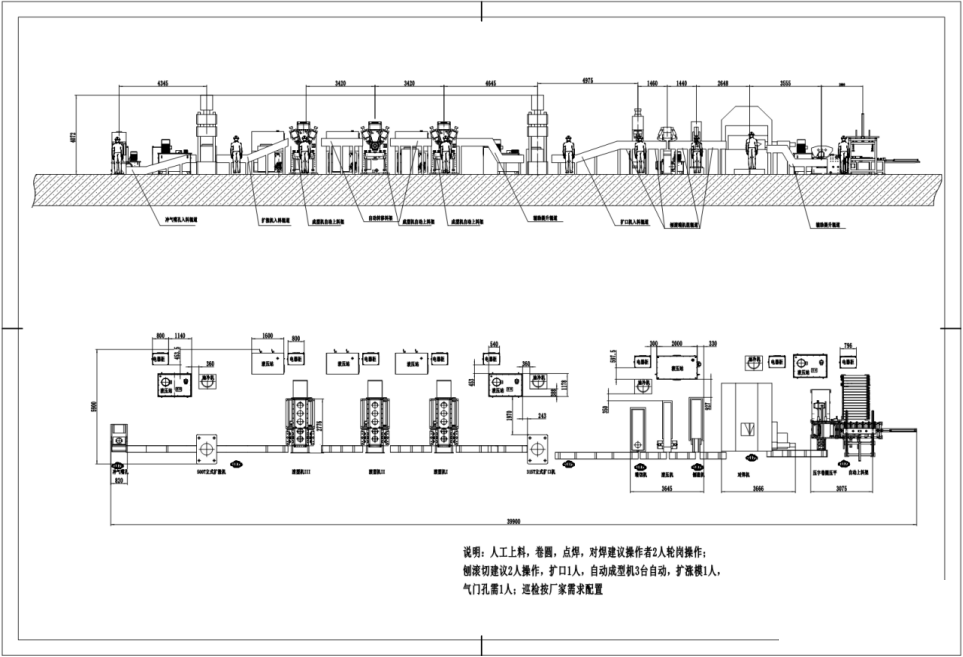
Denna produktionslinje består av flera separata maskiner enligt nedan, särskilt avsedda för tillverkning av hjulskanter till bilar, lastbilar m.m.
Spänning: 380 V, 3 fas, 50 Hz, ±2 %
Lämpligt skantområde:
Diameter: 24–54 tum
Bredd: 150–900 mm
Tjocklek: Mindre än 8 mm
Produktionstid: 2–3 st/min
Råmaterialets hållfasthet: Draghållfasthet бb = 540–650 MPa; Flödgräns бs ≥ 450 MPa;
Råmaterialets typ: Kallvalsad spole och sedan syrlagd
Layoutstorlek: 40 x 5,9 m
Automatisk metod: Halvautomatisk
Produktionsprogram
Standardstaplade plåtar (matning manuellt) → avrundning och planering (automatiskt) → punktsvetsning manuellt → stötsvetsning → trimning → utvidgning (vertikalt) → rullformning (tre steg) → expanderings- och luftgångsborrning
Teknisk fördel
(1) Rimlig layout för produktionslinjen, liten golvyta, hög energiutnyttjningsgrad.
(2) Energibesparing och minskad förbrukning
(3) Säkerhetsskyddsåtgärder för svetsmaskinen.
(4) Den inkluderar transportbana för hela linjen; höjd och bredd på transportbanan kan justeras för produktion av flera varianter.
(5) De huvudsakliga maskinerna är separerade från hydraulstationen och den elektriska styrenheten för renlighet och underhållsvenlighet.
(6) Lös effektivt problemet med svalp som sprutar ut vid svetsning för stötsvetsmaskinen.
(7) Sparar arbetskraft och minskar arbetsintensiteten samt förbättrar produktionsverkningsgraden.
Fördelar med hydraulsystemet
(1) Alla hydraulstationer är av elektrisk och hydraulisk integrerad typ, vilket eliminerar oljeföroreningar.
(2) Använder taiwanesisk teknik, god stabilitet och pålitlighet
(3) Mindre läckage i hydraulsystemet
(4) Sparar energi och minskar förbrukningen
Fördelar med elsystemet
(1) Rimlig placering och ordentlig anordning; kablar är ordnade och tydliga, vilket underlättar framtida underhåll.
(2) Använder PLC-styrning med laster, t.ex. ventiler och kontaktorer, som måste kopplas via mellanreläer;
(3) Alla styrsystem använder likspänning på 24 V
(4) Det finns ett kylsystem för elskåpet.
(5) Omron PLC