





35-W-10-polige IDU-Klimaanlagen-BLDC-Motor-Fertigungslinie
- Überblick
- Empfohlene Produkte
| No | Geräte | Anzahl | Beschreibung | Ausgang |
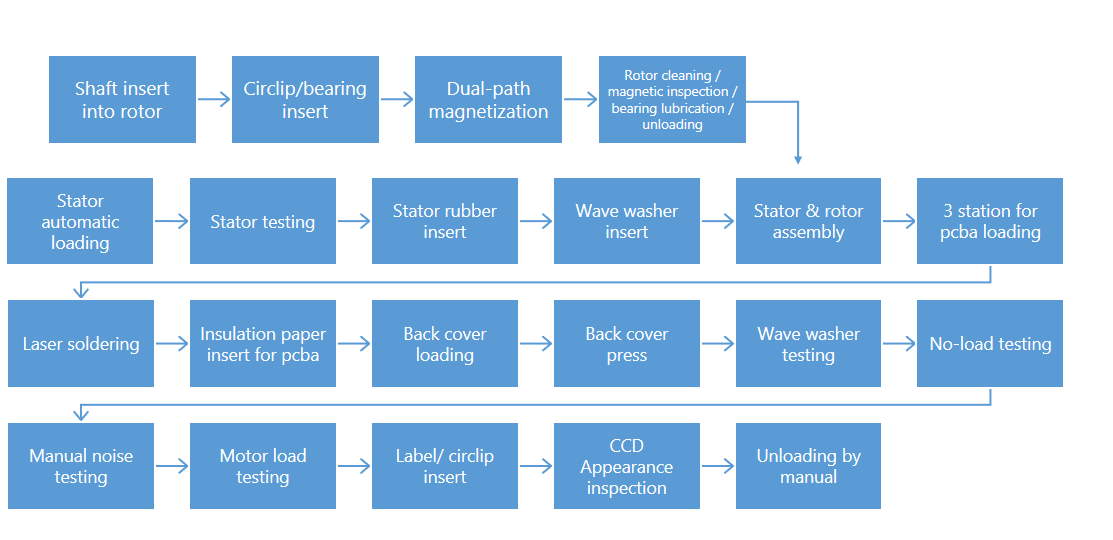
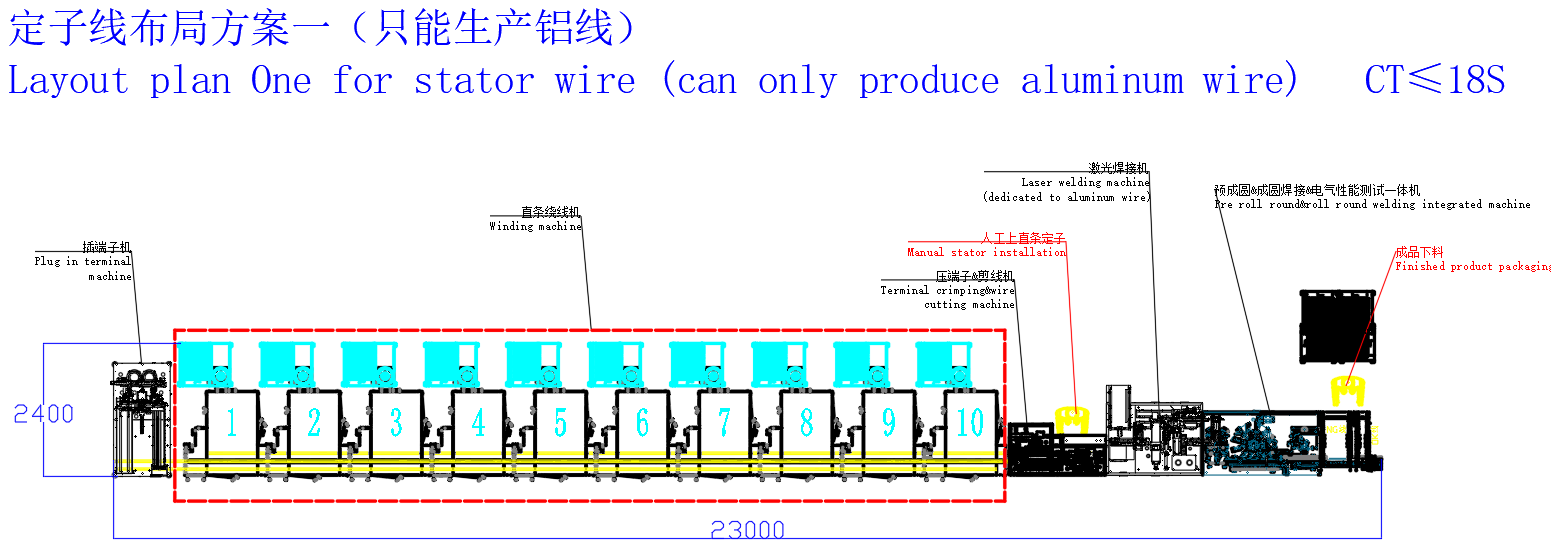
| 1 | Maschine zum Crimpen der Anschlussstifte und zum Schneiden überschüssiger Drähte | 1 | Automatisches Crimpen der Anschlussstifte, Abschneiden überschüssiger Drähte, manuelles Ein- und Ausladen der Statorn | 18s |
| 2 | Maschine zum Einsetzen der Anschlussstifte | 1 | Automatisches Einsetzen der Anschlussstifte | 18s |
| 3 | Maschine zum Wickeln von Spulen | 10 | Stator Spulenwicklmaschinen | 18s |
| 4 | Laserschweißmaschine | 1 | Verbinden von AL-Leitern und Anschlussstiften mittels Laserschweißen | 18s |
| 5 | Kombinierte Maschine für Vor-Rundung, Rundung und Leistungsprüfung | 1 | Vor-Rundung des statischen Läufers (Liner-Stators), Rundschweißen und elektrische Leistungsprüfung des Stators | 18s |
| 6 | Wickelvorrichtungen für Spulen | 35 | Einlegen des Stators in die Wickelvorrichtungen | / |
| 7 | Fertigungslinie zur Reinigung der Stator-Innendurchmesser (ID) und zum Auftragen von Öl | 1 | Reinigen des Stator-Innendurchmessers (ID) und Auftragen von Korrosionsschutzöl | 8s |
No |
Gerätebezeichnung |
Stk. |
Beschreibung |
Ausgang |
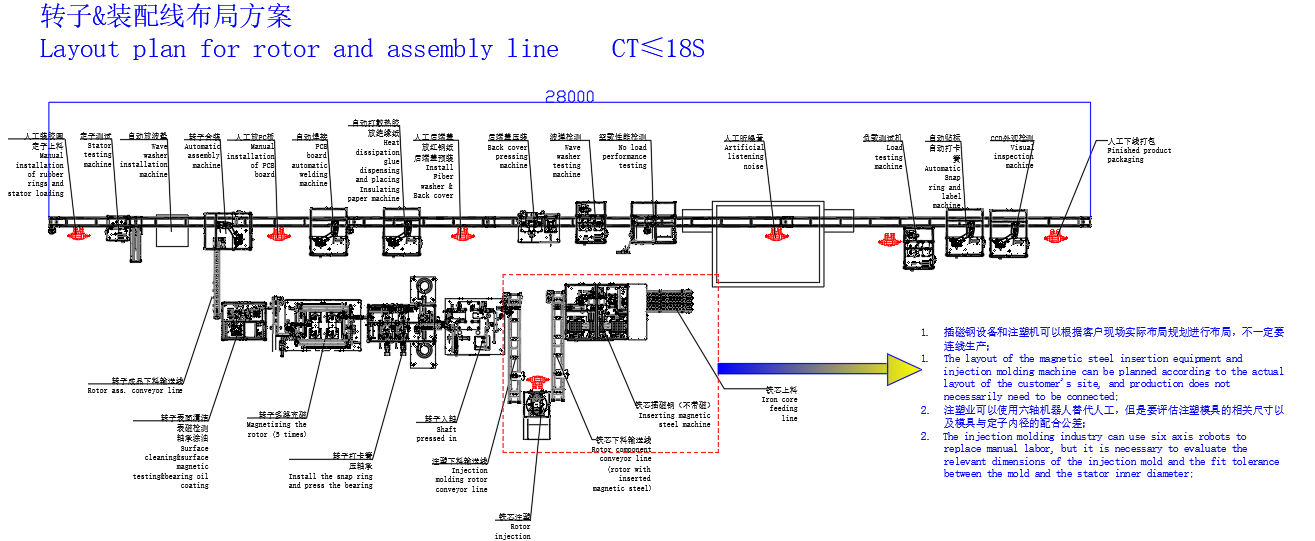
8 |
Magnet-Einsetzmaschine |
1 |
Magnet ohne Magnetisierung vor dem Spritzgießen |
14S |
9 |
Spritzgieß-Hilfsarm |
1 |
Unterstützung des Mitarbeiters beim Beladen der Rotoren für das Spritzgießen und beim Entladen |
/ |
10 |
Wellenpresse |
1 |
Einpressen der Welle und Prüfen der Höhe |
12er |
11 |
Maschine zum Spannen des Sicherungsringes und Einpressen der Lager |
1 |
Verpressen des Sicherungsringes für vordere und hintere Lager sowie Einpressen der vorderen und hinteren Lager und Prüfen des Laufumlaufs |
14S |
12 |
Rotor-Mehrkanal-Magnetisiermaschine |
|
Magnetisieren des Magneten mit Mehrkanaltechnik und Prüfen des Magnetventils |
14S |
13 |
Rotor-Reinigungs-, Magnetflussdichtemess- und Ölauftragsmaschine |
1 |
Reinigen der Rotoraußenseite (Entfernen von Klebeband, Messen der Magnetflussdichte, Auftragen von Öl auf die Außenfläche der Rotorlager) |
14S |
14 |
Stator-Prüfmaschine |
1 |
Automatisches Leistungstestverfahren |
14S |
15 |
Automatische Wellenscheiben-Einlegetmaschine |
1 |
Automatisches Einlegen der Wellenscheibe in das Statorlager |
12er |
16 |
Rotor-Stator-Montagemaschine |
1 |
Rotor- und Statormontage |
14S |
17 |
Automatische Leiterplatten-Schweißmaschine |
1 |
Automatisches Schweißen von Leiterplatten |
14S |
18 |
Automatische Maschine zum Auftragen von Wärmeleitkleber und Einlegen von Isolierpapier |
1 |
Automatisches Auftragen von Wärmeleitkleber und Einlegen von Isolierpapier |
14S |
19 |
Enddeckel-Pressmaschine |
1 |
Endabdeckung drücken und Druck sowie Verschiebung überwachen |
12er |
20 |
Wellenfeder-Prüfmaschine |
1 |
Elastizitätsprüfung der Wellenfeder |
14S |
21 |
Leerlauf-Leistungsprüfgerät |
1 |
Leerlauf-Leistungsprüfung |
14S |
22 |
Schalldichtes Zimmer |
1 |
Für künstliches Geräuschhören |
/ |
23 |
Lastleistungsprüfgerät |
1 |
Lastleistungsprüfung |
14S |
24 |
Automatische Druck-, Etikettier- und Kreisclip-Crimp-Maschine |
1 |
Automatischer Druck und Etikettierung sowie Kreisclip-Crimpen |
12er |
25 |
CCD-Aussehenstestmaschine |
1 |
Verwendung von CCD zur Prüfung des Aussehens des Stators |
12er |
26 |
Geräuschlose Förderbandanlage |
1 |
Manuelles Entladen der Motoren aus dem Behälter |
/ |
27 |
Werkzeugbehälter |
1 |
Zur Überführung von Produkten mittels Förderbandanlage |
/ |
No |
Name |
Marke |
Spezifikation |
1 |
Touchscreen-HMI |
Weinview |
10 Zoll |
2 |
PLC |
Mitsubishi |
5U-Serie |
3 |
Servomotor |
Mitsubishi |
/ |
4 |
Pneumatische Bauteile |
AIRTAC/SMC |
/ |
5 |
Linearführung |
HIWIN/PMI/AIRTAC |
/ |
6 |
Schraubenstock |
HIWIN/TBI |
|
7 |
Lager |
NSK/NTN |
|
8 |
Drehzahlregelbarer Motor |
JSCC |
|
9 |
Industriecomputer |
Advantech |
|
10 |
Sensor |
Omron, SICK, Keyence |
|
11 |
Schütze und Relais sowie andere Niederspannungs-Elektrik |
Schneider |
|
12 |
24 V Stromversorgung |
MeanWell |
|
13 |
SCARA-Roboter |
YAMAHA/INOVANCE |
