





- Жалпы сүрөттөмө
- Сунушталган тауарлар
| No | Жабдуулар | КТ | Сүрөттөмө | Чыгаруу |
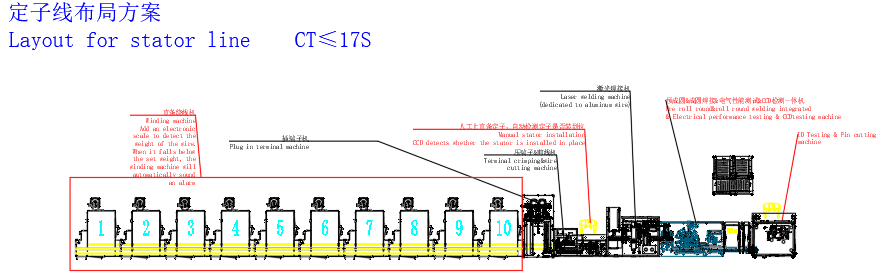
| 1 | Терминалдык штырьды басып коюу жана ашыкча сымды кесүү машинасы | 1 | Автоматтык түрдө терминалдык штырьларды басып коюу, ашыкча сымды кесүү, статорлорду кол менен жүктөө жана чыгаруу | 17S |
| 2 | Терминалдык штырьды орнотуу машинасы | 1 | Автоматтык түрдө терминалдык чыбыктарды орнотуу | 17S |
| 3 | Спираль тузатуу машинасы | 10 | Статордун орамын наматып алуу машиналары | 17S |
| 4 | Лазердик ширетүүчү машина | 1 | Лазердик докунуу менен AL сымдарын жана терминалдык чыбыктарды бириктирүү | 17S |
| 5 | Алгачкы дөңгөлөтүү, дөңгөлөтүү жана өнөрлүк сыноо бириктирилген машина | 1 | Линер статордун алгачкы дөңгөлөтүүсү, дөңгөлөтүүнүн докунуусу, статордун электрдик өнөрлүгүн сыноо. | 17S |
| 6 | Орам наматып алуу үчүн шаблондук куралдар | 35 | Статорду орам наматып алуу үчүн шаблондук куралдарга коюу | / |
| 7 | Статордун ичиндеги диаметрин текшерүү жана PIN КЕСҮҮ бардыгы бир машина | 1 | Катушкалардын түтүктөрүн кайчылаштырганнан кийин статордун ичиндеги диаметри текшерилет. Текшерүүдөн өткөн статордун жалпы учунын PIN-и автоматтык түрдө кесилет. | 17S |
No |
Жабдуулар |
КТ |
Сүрөттөмө |
Чыгаруу |
8 |
Статорду полировкалоо машинасы |
1 |
Статордун ички дөңгөлөгүн полировкалоо |
8с |
9 |
Статорду тазалоо машинасы |
1 |
Статордун подшипник камерын тазалоо |
8с |
10 |
Статордун майлануу машинасы |
1 |
Коррозияга каршы май менен статордун ичиндеги тегерегин бүркүтүү |
8с |
11 |
Тездиктеги тизмектин корпусу |
1 |
Өндүрүш линиясынын корпусу |
/ |
12 |
Иштетүү үчүн паллет |
20 |
Эки тездиктеги тизмек линиясында айлануу үчүн колдонулган жиг |
/ |
No |
Көрөмөч таттуу атауу |
КТ |
Сүрөттөмө |
Чыгаруу |
13 |
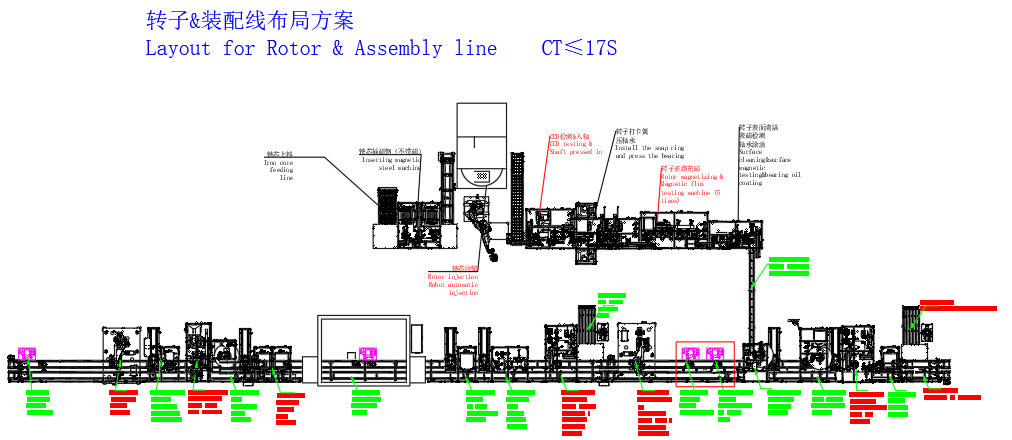
Магнитти орнотуу машинасы |
1 |
Инъекциялоо алдында магнетизмсиз магнит |
15s |
14 |
Пластмассаны куюу роботу |
1 |
Робот автоматтык түрдө магнит коюлган роторду пластмассаны куюу үчүн тартат, андан соң куюлгандан кийин роторду чыгаруу линиясына тартат |
/ |
15 |
Осьтүн басылуу машинасы |
1 |
Ротордун оң жана терс багыттарын, акыркы осьтун жана бийиктик өлчөмүн аныктоо |
15s |
16 |
Кирклапты бекемдөө жана подшипникти басуу машинасы |
1 |
Алгы жана арткы подшипниктер үчүн кирклапты бүкүү, алгы жана арткы подшипниктерди басуу жана башкаруу чегинин текшерүүсү |
14S |
17 |
Ротордун көп жолдуу магниттештирилүүчүсү |
|
Көп жолдуу магнитти магниттештирилүү жана магниттик клапты текшерүү |
14S |
18 |
Роторду тазалоо жана магниттик агымдын тыгыздыгын текшерүү жана май токтотуу машинасы |
1 |
Ротордун сырткы бетин тазалоо (клеючая лента тазалоо, магниттик агымдын тыгыздыгын текшерүү, ротордун подшипниктеринин сырткы бетине май токтотуу) |
14S |
19 |
Статордун автоматтык ташыгычы |
1 |
Статордун автоматтык ташыгычы 1 Статордун автоматтык ташыгычы жыйнак линиясына |
13S |
20 |
Статорду текшерүү машинасы |
1 |
Автоматтык өнөрлүүлүк текшерүү |
12S |
21 |
Автоматтык резиналык сакыткач орнотуу машинасы |
1 |
Автоматтык шокко туруктуу бушинг орнотуу |
15s |
22 |
Автоматтык толкундуу көпүрөнү орнотуу машинасы |
1 |
Статордун подшипниктерине толкундуу көпүрөнү автоматтык орнотуу |
12S |
23 |
Ротор жана статордун жыйнак машинасы |
1 |
Ротор жана статорду жыйнап коюу |
14S |
24 |
Автоматтык электр түтүгүнүн кайып тагылуу жана изоляциялык кағаздын жыйнак машинасы |
1 |
Күчтүк шнурын жана терминалды автоматтык түрдө кайып тагылуу, изоляциялык кағазды автоматтык түрдө орнотуу |
15s |
25 |
Аяк каптамасын басуу машинасы |
1 |
Арткы уч капчыгы автоматтык түрдө кызыл болот кағазын коюп, автоматтык түрдө статорго арткы уч капчыгын коюу |
12S |
26 |
Уч капчыгын басып орнотуу жана толкундуу пружинаны сындоо машинасы |
1 |
Арткы капчыгын басып орнотуу, басымды жана жылышты көзөмөлдөө; толкундуу сакыткач пружинасынын күчүн сындоо |
14S |
27 |
Жүктөлбөгөн учурдагы иштешүүнү сындоочу прибор |
1 |
Жүктөлбөгөн учурдагы иштешүүнү сындоо |
14S |
28 |
Шындык тууралуу бөлмө |
1 |
Жасандык таңгылдык тыңдоо үчүн |
/ |
29 |
Арткы ЭМК детектору |
1 |
Бүтүн машина үчүн арткы ЭЭК маанисин жана фаза айырмачасын автоматтык түрдө сыноо |
15s |
30 |
Автоматтык белгилөө жана этикетка коюу машинасы |
1 |
Автоматтык табличка белгилөө, автоматтык табличка орнотуу |
12S |
31 |
Автоматтык суу өткөрбөгөн сакыт орнотуу машинасы |
1 |
Автоматтык суу өткөрбөгөн сакыт орнотуу |
14S |
32 |
Автоматтык циркулярдык шайбы жана CCD-детекция бардыгы бирде машина |
1 |
Автоматтык циркулярдык шайбыны осьгө басып коюу, бүтүн машина көрүнүшүнүн CCD-детекциясы |
14S |
33 |
Автоматтык майлау машинасы |
1 |
Ось учуна автоматтык коррозияга каршы майлау |
12S |
34 |
Сыңарсыз тасмалы конвейер линиясы |
1 |
Өндүрүш линиясы |
/ |
35 |
Инструменттик таякча |
1 |
Конвейер линиясы аркылуу продукцияны ташуу үчүн колдонуучу |
/ |


 |
 |
No |
Аты-жөнү |
Бренд |
Техникалык мүнөздөмө |
1 |
Сенсордук экран HMI |
WEINVIEW |
10 дюйм |
2 |
ПЛК |
Mitsubishi |
5U сериясы |
3 |
Серво мотор |
Mitsubishi |
/ |
4 |
Пневматикалык элементтер |
AIRTAC/SMC |
/ |
5 |
Сызыктуу жетекчи |
HIWIN/PMI/AIRTAC |
/ |
6 |
Винт стержень |
HIWIN/TBI |
|
7 |
Подшипник |
NSK/NTN |
|
8 |
Жылдамдыкты түзөтүүчү мотор |
JSCC |
|
9 |
Өнөр жай компьютерлери |
Advantech |
|
10 |
Сенсор |
Omron, SICK, Keyence |
|
11 |
Контакторлор жана реле жана башка төмөн кернеши электр түзүлүштөрү |
Шнайдер |
|
12 |
24 В ток чыгаргыч |
MeanWell |
|
13 |
SCARA роботтору |
YAMAHA/INOVANCE |
|
14 |
Алты осьтүү робот |
ИНОВАНС |
